上银直线导轨全部是整长发回国内,然后根据客户的实际需要来剪,相对来说,这样的浪费比较少,所以市场上的银线导轨价格就比较便宜。直线导轨的银、大型磨床规范是4米,5.6米,最长的和海运费相对于日本,台湾长集装箱运费更便宜,所以,市场上面台湾上银直线导轨的价格就比较便宜。
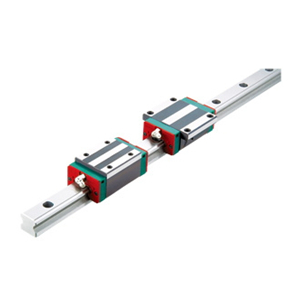
在切割过程中,要注意的就是上银直线导轨的高组装以及低组装的轨道,很容易错误,因为上银直线导轨背光的条件下,可以清楚地看到,钢轨表面模型,总体跟踪单词“HGR C”HG代表高组装导轨,段组装后的高度,我们需要一个合理的配置导轨切割长度,争取最小的剩余材料和浪费。
上银直线导轨的切割,我们最需要关注的是导轨的距离,所谓最终远离切割面追踪最近的孔中心距的切割面,因为长度相同的条件下,轨道的端口可以使用很多种,如果客户之前订单上银直线导轨,被机器的上横梁安装孔打好,因为距离,不要进去,最终可能导致返回。
减少导轨后,我们需要削减的两端部分或用手磨抛光去除铁,这可以有效地防止废铁在轨道上的滑块,滑块和导轨槽有杂质的危害,早期的技术文章还提到,这篇文章并没有告诉这个故事。最后,当所有正面的工作完成后,涂上防锈油。由于汗液在切割时会进入直线导轨的表面,形成腐蚀层。放置时间过长,上银直线导轨会生锈。最后,我们根据客户订单的要求组合滑块。轨道可以配置根据长度,滑块,装货时我们应该注意滑块,滑块的内部(黑色塑料轨)不能拿出假导轨,直接放下滑块滑动轨道,假追踪将另一端的滑块滑动,这样就能有效的避免上银滑块内部钢珠因为轨道挤压掉出。
上一篇:介绍上银导轨的装配方式
下一篇:上银线性导轨摩擦数如何限制