



只要上银导轨安装在铣削或磨削的安装面,就可以通过一定的装配步骤再现上银导轨的加工密度,可以减少传统铲加工的时间和成本。其可互换的特点是,可以将任何滑块安装在同一类型的轨道上,同时保持同样的平整度和精度,最容易进行机器的装配、维护,维护也是最简单的。
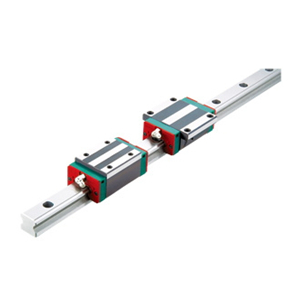
采用滚动钢球代替上部银导轨的运动元件与固定元件之间的中间介质。由于滚钢球适用于高速运动,摩擦系数小,灵敏度高,能满足运动部件的工作要求,如机床的刀架、拖板等。上银导轨系统固定元件的基本功能类似于轴承环,安装钢球的支架呈“v”形。支架环绕在导轨的顶部和两侧。为了支持机床的工作部件,一组安装在上银导轨至少有四个支架。对于支持大型工作部件,支架的数量可以超过4个。机床工作部件移动时,钢球在支架槽内循环,将支架的磨损分散到每个钢球上,从而延长上银直线导轨的使用寿命。为了消除支架与导轨之间的间隙,预加载可以提高导轨系统的稳定性,获得预加载。在导轨与支架之间安装特大型钢球。钢球直径公差为20微米,以0.5微米为增量,对钢球进行筛选分类,分别安装在上银导轨上。预加载载荷的大小取决于作用在钢球上的力。如果作用在钢球上的力过大,钢球将承受预加载时间过长,导致支架的运动阻力增大。
这是一个平衡的过程;为了提高系统的灵敏度,减小运动阻力,需要相应减小预紧力。然而,为了提高运动精度和精度维护,需要有足够的预加载负数,这是两个相互矛盾的方面。如果工作时间过长,钢球就会开始磨损,作用在钢球上的预紧力就会开始减弱,从而降低机床工作部件的运动精度。如果要保持初始精度,就必须更换或甚至更换导轨支架。如果上银导轨系统是预加载的。系统精度已经丧失,唯一的办法就是更换滚动元件。导轨的设计系统,努力固定组件和移动部件之间最大的接触面积,这不仅能提高系统的承载能力,而且系统可以承受间歇性切割或重力切割影响,力广泛传播,扩大支承面积。
上一篇:上银线性导轨润滑脂的选择
下一篇:上银直线导轨QH静音型结构优势