




| 型号 | 滑轨尺寸(mm) |
滑轨的 固定 螺栓尺寸 |
基本动 额定 负荷 |
基本静 额定 负荷 |
容许静力矩 | 重量 | |||||||||||
| WR | HR | D | H | D | P | E | MM | C(KN) | C0(KN) | MR | MP | MY |
滑块 kg |
导轨 kg/m |
|||
| KN-m | KN-m | KN-m | |||||||||||||||
| EGW30SB | 28 | 23 | 11 | 9 | 7 | 80 | 20 | M6×25 | 16.42 | 28.10 | 0.40 | 0.21 | 0.21 | 0.62 | 4.35 | ||
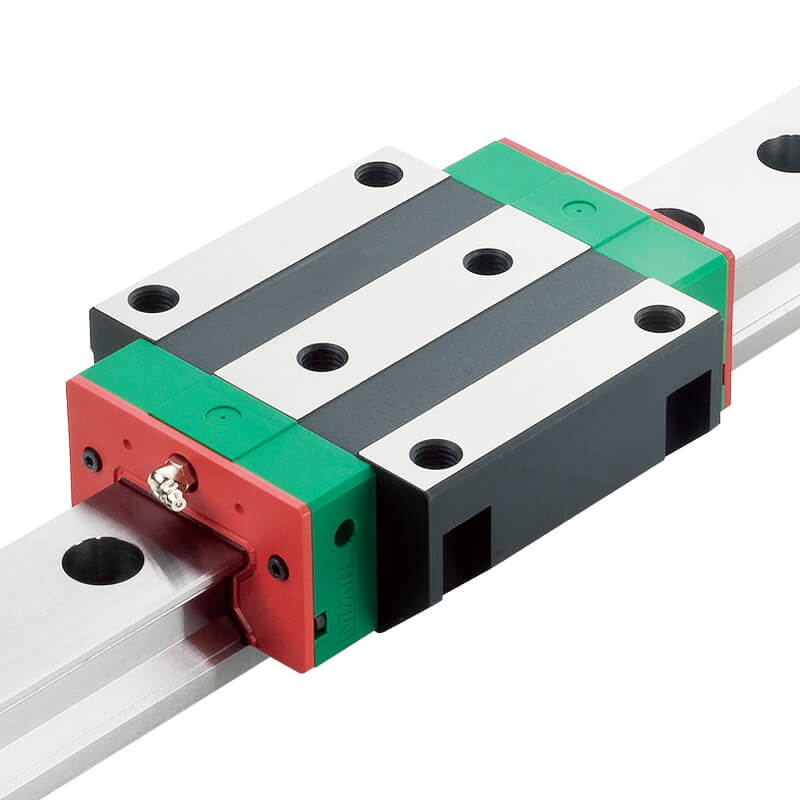
上银直线导轨EGW30SB的材质与淬火
作为导向的上银直线导轨EGW30SB采用淬硬钢,经精磨后置于装置平面上。与平面导轨对比,直线导轨横截面的几许形状,比平面导轨杂乱,杂乱的缘由是因为导轨上需求加工出沟槽,以利于滑动元件的移动,沟槽的形状和数量,取决于机床要完结的功用。例如:一个既接受直线作用力,又接受推翻力矩的导轨体系,与仅接受直线作用力的导轨比较.规划上有很大的不一样。
整个零件的加工进程为:粗加工一半精加工一精加工的次序进行,中间交叉了2次热处置,精加工阶段采用了磨削和刮研两种手法。经过粗加工将零件的大多数加工量去除,此加工进程发生热量和加工应力,因此在加工进程中要注意切削三要素的挑选,尽量减小零件变形;为了进一步消除变形影响,确保零件的规划尺度和形位公役需求,经过精加工减小变形,以达到图纸的规划需求。退火处置:零件首先进行退火的意图即是为了消除锻造应力。
上银直线导轨EGW30SB通常采用中频感应淬火。在出产中,常常会发现经过中频淬火 的丝杆经磨削螺纹后,经磁力探伤查看,常在螺纹滚道的圆弧上呈现轴向的或网状的裂纹,甚至在磨削螺纹进程中仅凭肉眼就可发现,然后形成丝杆的作废。这不只给公司形成直接经济损失,并且因为形成该问题的因素是多方面的,给公司出产一线操作者带来较大的压力。
根据不一样的资料做不一样的保护,直线导轨有必要挑选能够满意运用环境需求的原料。为了能够在需求耐蚀性的环境中运用,某些直线运动体系能够运用马氏体不锈钢。然后要注意直线导轨外表处置:银泰直线导轨体系,导轨轨迹和轴的外表能够因防锈或审美之意图进行外表处置。
EGW30SB为低组装系列导轨,组合高度为42mm,安装孔尺寸为72,滑动导引,则须对运行轨道加以铲花,既费事又费时,且一旦机台精度不良,又必需再铲花一次。
EGW30SB为低组装系列导轨,组合高度为42mm,安装孔尺寸为72,滑动导引,则须对运行轨道加以铲花,既费事又费时,且一旦机台精度不良,又必需再铲花一次。